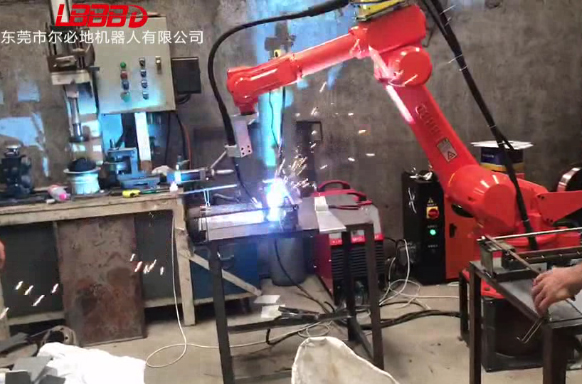
管道焊接機器人的焊接技術怎么樣,大家可不要小瞧它們哦,它們是很有本領的。目前,隨著工業機器人技術的成熟,在管道施工中大多數用的都是機器人,管道焊接機器人的出現就是為了提高焊接的質量和減輕焊工的勞動強度,焊接機器人的焊接技術怎么樣?快來看看吧。
1、焊接工藝的選擇
埋弧自動焊、氣體保護焊、摩擦焊、電渣焊等焊接工藝在管道焊接方面均十分普及。目前,除采用手工焊接外,管道焊接較多的是采用埋弧自動焊接工藝和氣體保護焊工藝。
采用實芯焊絲加氣體保護的焊接工藝,若是多遍成型,則焊接過程可簡單分為打底、填充、蓋面三個階段,無須對焊縫表面進行清理而直接進行下一道工序,但焊接速度相對強迫成型而言慢一些。在有條件的地區施工,使用二氧化碳和氬氣作為保護氣體較為理想。
2、送絲方式
送絲的平穩程度直接影響焊接質量。送絲方式可以簡單分為拉絲和推絲兩種方式。由于拉絲時焊槍離送絲機的安裝位置較近,焊接過程中焊絲離開送絲機后受到的阻力較小,因此可以保證送絲過程平穩。采用推絲方式時,將送絲機構安裝于焊接小車之外,減小了焊接小車的體積和重量,可以使用大功率的送絲機和直徑為1.2mm的大盤焊絲(重量約為20kg),從而提高焊接效率。
管道焊接機器人的焊接技術怎么樣?相信大家現在已經明白了,現在需要焊接機器人的地方很多,面對風起云涌激烈的市場競爭,只有提高自己的技術和裝備,才能不被淘汰下去,未來的管道焊接機器人的焊接技術將會有進一步的提升。